KEMPPI Kempotig AC/DC 250 TIG-welder Instruction Manual
- October 27, 2023
- KEMPPI
Table of Contents
KEMPPI Kempotig ACDC 250 TIG-welder

OPERATION INSTRUCTIONS
Read carefully these instruction before you use the welding machine!
Operation control and connectors

H1
1/0 Signal lamp
H2
Signal lamp for basic current
H3
Signal lamp for up-slope
H4
Signal lamp for welding current
H5
Signal lamp for pause basic current
H6
Signal lamp for down-slope
R1
Post gas time control
R2
Basic current control
R3
Up-slope control
R4
Down-slope control
R5
Control for spot welding time
S1
1/0 Switch
S2
Selecting switch for Minilog
X2
Control voltage connection
X3
Connector of remote control
X4
Control connection, welding torch
X5
Gas-/welding current connection, welding torch
X6
Liquid-/welding current connection, welding torch
X7
Connection of return cable
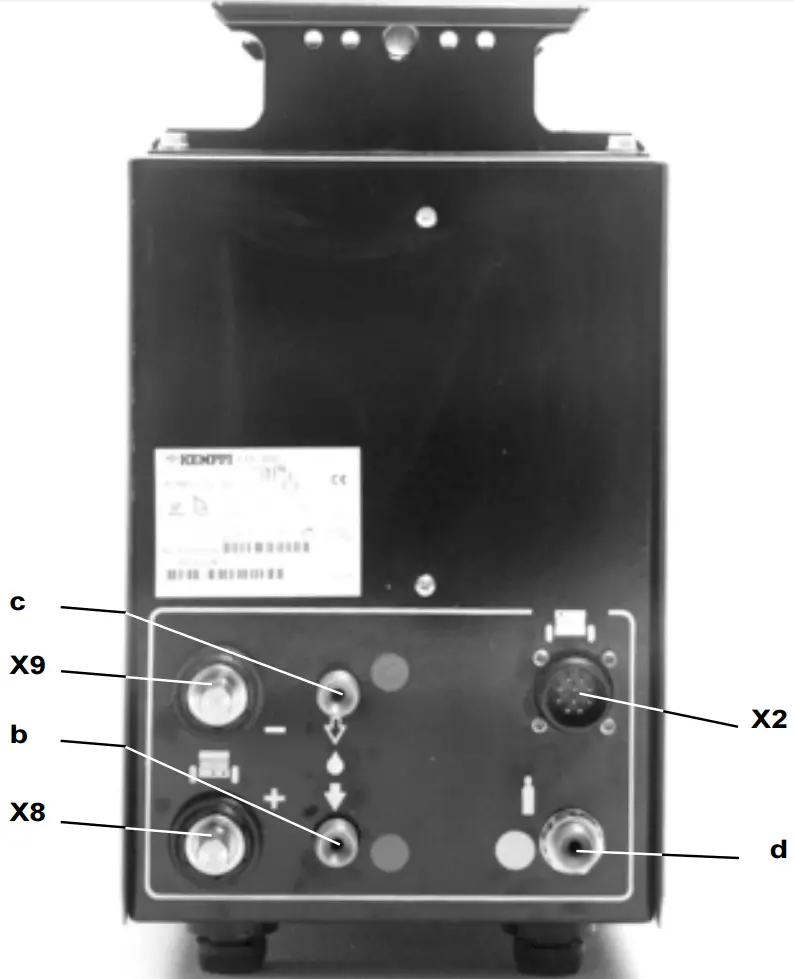
X8
Welding voltage connection, positive
X9
Welding voltage connection, negative
a
Cooling liquid connection, welding
b
Cooling liquid connection, supply
c
Cooling liquid connection, return
d
Connection for shielding gas, supply **
- Welding current cable, positive
2.
Welding current cable, negative
3.
Cooling liquid hose, return
4.
Cooling liquid hose, supply
5.
Control cable
6.
Control cable
7.
Shielding gas hose
8.
Mains cable for WU
9.
TIG-torch, gas-cooled
10.
TIG-torch, liquid-cooled
11.
Retur cable
12.
Interconnection cable for remote control
13.
Interconnection cable for remote control
1-7.
** Delivery as interconnection cable bundle

OPERATION SAFETY
Never watch the arc without a face shield designed for arc welding!
The arc damages unprotected eyes!
The arc burns unprotected skin!
Be careful for reflecting radiation of arc!
Protect yourself and the surroundings against the arc and hot spray!
Don’t use power source for melting of frozen pipes!
Remember general fire safety!
Pay attention to the fire safety regulations. Welding is always classified as
a fire risk operation.
Welding where there is flammable or explosive material is strictly forbidden.
If it is essential to weld in such an area remove inflammable material from
the immediate vicinity of the welding site.
Fire extinguishers must always be on site where welding is taking place.
Note! Sparks may cause fire many hours after completion of welding.
Watch out for the mains voltage!
Take care of the cables – the connection cable must not be compressed, touch
sharp edges or hot work pieces.
Faulty cables are always a fire risk and highly dangerous.
Do not locate the welding machine on wet surfaces.
Do not take the welding machine inside the work piece (i.E. In containers,
cars etc.)
Ensure that neither you nor gas bottles or electrical equipment are in
contact with live wires or connections!
Do not use faulty welding cables.
Isolate yourself by using dry and not worn out protective clothes.
Do not weld on wet ground.
Do not place the TIG torch or the welding cables on the power source or other
electrical equipment.
Be careful of TIG ignition pulse voltage!
Don’t press on torch switch, if the torch is not directed towards work piece.
Don’t use wet TIG torch.
Do not use damaged TIG torch.
Watch out for the welding fumes!
Ensure that there is sufficient ventilation.
Follow special safety precautions when you weld metals which contain lead,
cadmium, zinc, mercury or beryllium.
Note the danger caused by special welding jobs!
Watch out for the fire and explosion danger when welding container type work
pieces.
TERMS OF GUARANTEE
KEMPPI Oy provides a guarantee for products manufactured and sold by them if defects in manufacture and materials occur. Guarantee repairs must be carried out only by an Authorized KEMPPI Service Agent. Packing, freight and insurance costs to be paid by third party. The guarantee is effected on the day of purchase. Verbal promises which do not comply with the terms of guarantee are not binding on guarantor.
Limitations on guarantee
The following conditions are not covered under terms of guarantee: defects due
to natural wear and tear, non-compliance with operating and maintenance
instructions, connection to incorrect or faulty supply voltage (including
voltage surges outside equipment spec.), incorrect gas pressure, overloading,
transport or storage damage, fire or damage due to natural causes i.e.
lighting or flooding.
This guarantee does not cover direct or indirect travelling costs, daily
allowances or accommodation.
Note: Under the terms of the guarantee, welding torches and their
consumables, feed, drive rollers and feeder guide tubes are not covered.
Direct or indirect damage due to a defective product is not covered under the
guarantee. The guarantee is void if changes are made to the product without
approval of the manufacturer, or if repairs are carried out using non-approved
spare parts.
The guarantee is also void if repairs are carried out by non-authorised
agents.
Guarantee period
The guarantee is valid for one year from date of purchase, provided that the
machine is used for single-shift operation.
The guarantee period for double and treble shift operation is six months and
four months respectively.
Undertaking guarantee repairs
Guarantee defects must be informed to KEMPPI or authorised KEMPPl
Service Agents within the guarantee period.
Before any guarantee work is undertaken, the customer must provide proof of
purchase and serial number of the equipment in order to validate the
guarantee.
The parts replaced under the terms of guarantee remain the property of
KEMPPI.
Following the guarantee repair, the guarantee of the machine or equipment,
repaired or replaced, will be continued to the end of the original guarantee
period.
GENERAL
Kempotig 50 is AC/DC-TIG ignition and control unit. It includes connections
for gas- as well as water-cooled torches.
Kempotig 50 unit has versatile operation ways. Among others stepless remote
control of welding current with up- and down slope, Minilog-function as well
as time control of shielding gas use enable even the most demanding welds.
TECHNICAL DATA
Kempotig 50
Working voltage *)| 30 V 50/60 Hz
Rated power| 35 VA
Load capacity ED 60% ED 100 %| 500 A
387 A
Dimension length width height| 400 mm
215 mm
400 mm
Weight| 16 kg
Degree of protection| IP 23
- Note! Supply through safety isolating transformer.
The products meet conformity requirements for CE marking
CONTROL DEVICES
Main switch
- in the O-position of the switch, the power source is directly controlled by the local- or remote control
- in the I-position of the switch the ignition and control circuits of the Kempotig 50 are switched on.
Welding and pulse current: remote control devices from C-series.
Basic current control 1 – 10
Up-slope control 0 – 5 s
Down-slope control 0 – 10 s
Spot welding time control 0 – 2 s
Potentiometer for post gas time 5 -30 s (Automatically controlled gas valve.)
Torch switch:
- long signal > 0,7
- short signal < 0,7 s
Selecting switch of control method:
- continuous welding
- spot welding
- Minilog control
OPERATION WAYS
Continuous welding
Immediately the torch switch is depressed the gas flow begins and the ignition
pulse is developed. When the welding arc is established the welding current
increases to a value set by the remote control at a uniform rate, dependent
upon the adjusted up-slope time.
If the arc does not ignite, the switch must be released and depressed again.
When the switch is released the welding current decreases to zero at a uniform
rate dependent upon the adjusted down-slope time after which the adjusted post
gas flow time begins.
Spot welding
The operation is similar with the continuous welding but the spot time from
beginning of up-slope to beginning of down-slope can be adjusted.
The adjusted time for post gas flow begins when the spot time is at the end
and the switch released.
Minilog control
The Minilog programmed is controlled by signals from the torch switch given by
the operator. The signals are termed a “short signal” and a “long signal”.
When the torch switch is depressed gas flow begins. After the long signal
time has elapsed the torch switch can be released, ignition pulses are then
developed and a welding arc is established at a current level dependent upon
the basic current potentiometer setting.
A short signal is then required to slope up the adjusted welding current,
determined by the remote control.
The current is changed by means of further short signals between welding
current and basic current settings.
To end the welding operation a long signal must be given after which the
current decreases to zero from the welding or basic current level over the
adjusted down slope time. The adjusted post gas flow time then begins.
It is possible to check the sequence of operations of the Minilog programmed,
with the LED lamps fitted to the facia panel of the Kempotig 50 unit.
Long pulse
Welding current can be pulsed with the control device C 100P.
The pulsing also operates during down-slope, however not when finishing from
the basic current.
MAINTENANCE
The amount of use and the working conditions should be taken into
consideration in the maintenance of the Kempotig 50 equipment. Careful use
and preventive maintenance will ensure trouble free operation without
unforesee able service interruptions. The unit can be placed independently or
on the transport trolley of the MULTISYSTEM.
In order to reduce the dust disturbances we recommend the siting height about
70 cm from the floor.
The unit should be protected against hard rain.
The dust from inside the unit can be blown out with dry compressed air.
The connectors should be tightened at regular intervals.
When cleaning with dry compressed air, always portect your eyes with
proper eye protection!
In case of porblems contact the KEMPPI works or your KEMPPl-dealer.

Documents / Resources
|
KEMPPI Kempotig AC/DC 250 TIG-
welder
[pdf] Instruction Manual
Kempotig AC DC 250 TIG-welder, Kempotig, AC DC 250 TIG-welder, TIG-welder,
welder
---|---
Read User Manual Online (PDF format)
Read User Manual Online (PDF format) >>